En el post del día 4 de Junio de 2014 dimos unas breves pinceladas sobre el nacimiento y desarrollo de la metodología AMFE, cuales son sus objetivos y método de cálculo. En el presente post explicamos la metodología a aplicar para desarrollar el método AMFE, para identificar bien todos los puntos críticos y su IPR .
Para ello hay que desarrollar un método estructurado de identificación y evaluación que permita aplicar de manera adecuada el AMFE al proceso/producto. Un procedimiento estándar podría ser el siguiente:
Para ello hay que desarrollar un método estructurado de identificación y evaluación que permita aplicar de manera adecuada el AMFE al proceso/producto. Un procedimiento estándar podría ser el siguiente:
Identificar cada etapa / parte del proceso/producto:
Debe identificarse el PRODUCTO o parte del PROCESO incluyendo todos los subconjuntos y los componentes que forman parte del producto/proceso que se vaya a analizar
Descripción de Operación o función:
Se completa con distinta información dependiendo de si se está realizando un AMFE de diseño o de proceso. Para el AMFE de diseño se incluyen las partes del componente en que puede subdividirse y las funciones que realiza cada una de ellas, teniendo en cuenta las interconexiones existentes. Para el AMFE de proceso se describirán todas las operaciones que se realizan a lo largo del proceso o parte del proceso productivo considerado, incluyendo las operaciones de aprovisionamiento, de producción, de embalaje, de almacenado y de transporte.
Identificar cada Fallo o Modo de fallo:
El “Modo de Fallo Potencial” se define como la forma en la que una pieza o conjunto pudiera fallar potencialmente a la hora de satisfacer el propósito de diseño/proceso, los requisitos de rendimiento y/o las expectativas del cliente. Los modos de fallo potencial se deben describir en términos “físicos” o técnicos, no como síntoma detectable por el cliente. El error humano de acción u omisión en principio no es un modo de fallo del componente analizado.
Determinar los efecto/s del fallo:
Es el síntoma detectado por el cliente/ usuario del modo de fallo, es decir si ocurre el fallo potencial como lo percibe el cliente, pero también como repercute en el sistema
Causas del modo de fallo:
La causa o causas potenciales del modo de fallo están en el origen del mismo y es el aspecto más difícil de determinar. La clave de un buen AMFE está en la correcta identificación de las causas del cada modo de fallo, yendo hasta las causas primarias del mismo.
Medidas de ensayo y control previstas:
No es obligatorio, pero si es aconsejable el análisis de las medidas de control y verificación existentes para asegurar la calidad de respuesta del componente/producto/proceso.
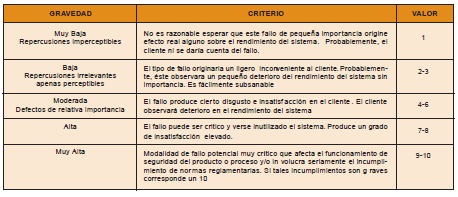
Gravedad:
En este paso es importante determinar la importancia o severidad del efecto del modo de fallo potencial para el cliente (no teniendo que ser este el usuario final); valora el nivel de consecuencias, con lo que el valor del índice aumenta en función de la insatisfacción del cliente, la degradación de las prestaciones esperadas y el coste de reparación.
Este índice sólo es posible mejorarlo mediante acciones en el diseño, y no deberían afectarlo los controles derivados de la propia aplicación del AMFE o de revisiones periódicas de calidad.
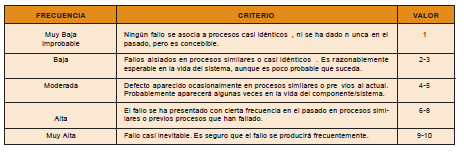
Frecuencia:
Es la Probabilidad de que una causa potencial de fallo (causa específica) se produzca y dé lugar al modo de fallo. Se trata de una evaluación subjetiva, con lo que se recomienda, si se dispone de información, utilizar datos histórico estadísticos. Si en la empresa existe un Control Estadístico de Procesos es de gran ayuda para poder objetivar el valor.
Este índice sólo es posible mejorarlo mediante el cambio del diseño, para reducir la probabilidad de que el fallo pueda producirse, ó incrementar o mejorar los sistemas de prevención y/o control que impiden que se produzca la causa de fallo.
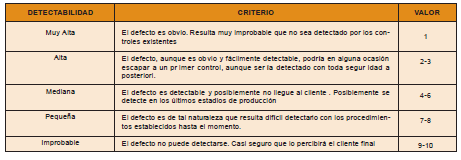
Detectabilidad:
Este índice indica la probabilidad de que la causa y/o modo de fallo, supuestamente aparecido, sea detectado con antelación suficiente para evitar daños, a través de los “controles actuales” existentes a tal fin.
Acción correctora:
Se describirá en este apartado la acción correctora propuesta. Generalmente el tipo de acción correctora que elegiremos seguirá los siguientes criterios, de ser posible:
- Cambio en el diseño del producto, servicio o proceso general.
- Cambio en el proceso de fabricación.
- Incremento del control o la inspección.
Como en cualquier planificación de acciones correctoras se deberá indicar quien es el responsable de cada acción y las fechas previstas de implantación.
Acciones implantadas:
Este apartado es opcional, no siempre lo contienen los métodos AMFE, pero puede ser de gran utilidad recogerlo para facilitar el seguimiento y control de las soluciones adoptadas. Se deben reflejar las acciones realmente.
Grupos de trabajo:
Para poder determinar los parámetros arriba contenidos y determinar las acciones consecuentes ante cada situación se ha de crear grupo de trabajo conocedor del proceso en sus diferentes aspectos. Los miembros del grupo deberían haber recibido previamente conocimientos de aplicación de técnicas básicas de análisis de fallos y del AMFE.
Este grupo de trabajo trabajará bajo unas premisas y herramientas básicas:
- Disponer de un esquema gráfico del proceso productivo (lay-out).
- Seleccionar procesos/operaciones clave para el logro de los resultados esperados.
- Recabar información sobre las premisas generales del proceso, funciones de servicio requeridas, exigencias de seguridad y salud en el trabajo y datos históricos sobre incidentes y anomalías generadas.
- Disponer de información sobre prestaciones y fiabilidad de elementos clave del proceso.
- Planificar la realización del AMFE.
- Aplicar técnicas básicas de análisis de fallos. Es esencial el diagrama causa- efecto o diagrama de la espina de Isikawa.
- Cumplimentar el formulario del AMFE, asegurando la fiabilidad de datos y respuestas por consenso.
- Reflexionar sobre los resultados obtenidos y emitir conclusiones sobre las intervenciones de mejora requeridas.
- Planificar las correspondientes acciones de mejora.